 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
一種用于金屬薄膜開關制造工序中的覆膜機。這種覆膜機,括機架及設置于機架上的驅動裝置、控制裝置及膜材料支架,所述機架包括架體及設置于架體頂部的水平操作板,該操作板中央設有通孔;所述材料支架包括設置于所述通孔兩相對邊上的兩個支柱及設置在該兩支柱上的橫桿;所述驅動裝置包括設置在所述操作板上方的上滾筒、設置在所述操作板下方的三個或三個的上的下滾筒、套接在下滾筒上的傳送帶以及驅動下滾筒的電機,上滾筒及下滾筒均橫跨所述通孔設置,上滾筒正下方設有一個下滾筒;所述控制裝置為控制所述電機的控制箱。本發明提供一種操作簡單的生產設備,提高薄膜開關覆膜工序的生產效率,很大程度地降低覆膜過程中不良品的發生率。 覆膜機,為了克服原有的彩涂生產線中覆膜機的無快速換卷機構,工作效率差,精度差,反應慢,手動對中勞動強度大的不足,本發明采用的技術方案是一種覆膜機,是由開卷機、活套、壓合機構成,開卷機固定在活套的底座上,壓合機安裝在生產線上,采用這種結構形式的覆膜機可快速換卷、連續生產、自動對中、自動展平,并具有溫度調節功能,大大提高了工作效率,節省了生產成本。
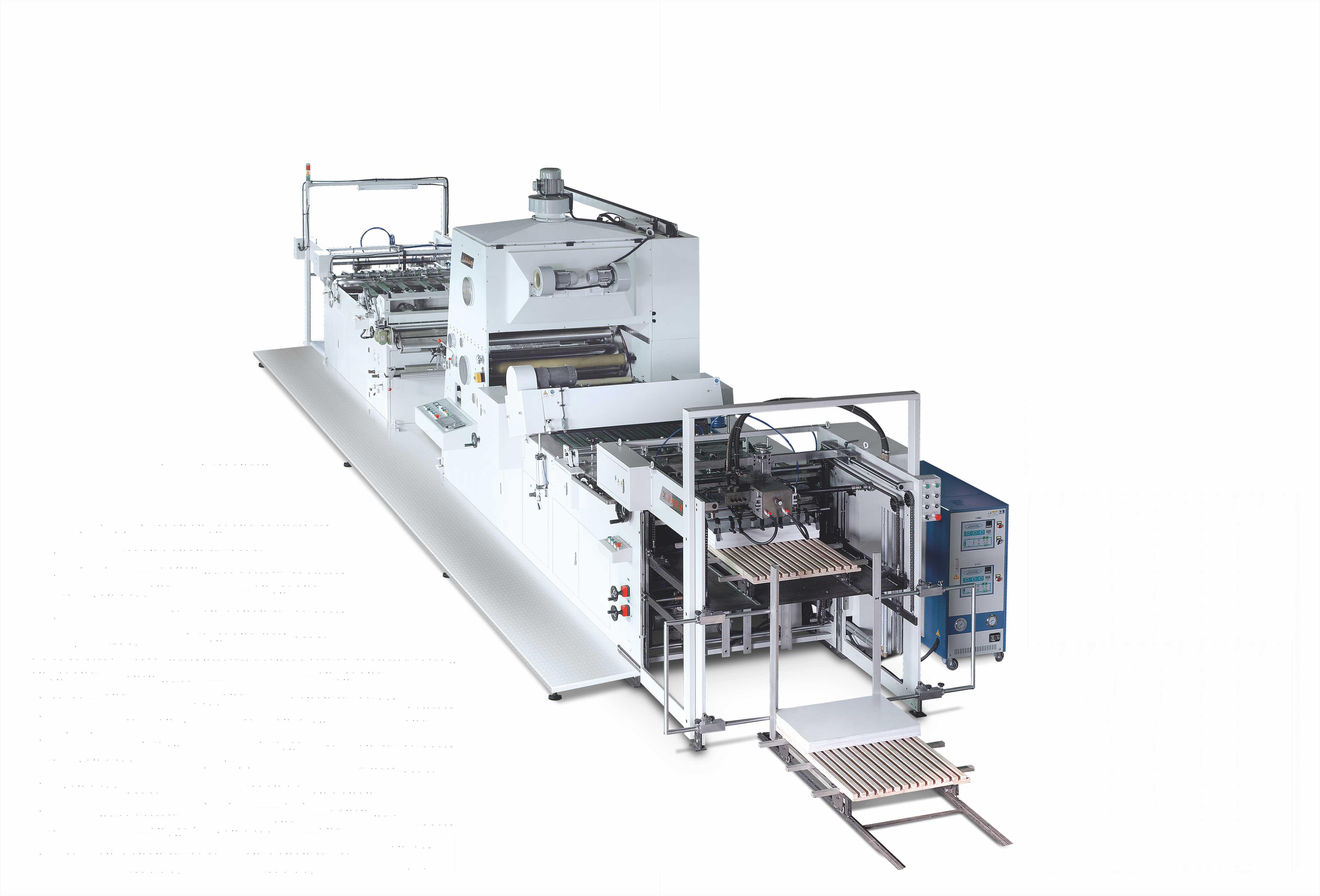
覆膜機可分為即涂型覆膜機和預涂型覆膜機兩大類。它是一種用于紙類、薄膜專用設備。即涂型覆膜機包括上膠、烘干、熱壓三部分,其適用范圍寬,加工性能穩定可靠,是目前國內廣泛使用的覆膜設備。預涂型覆膜機,無上膠和干燥部分,體積小、造價低、操作靈活方便,不僅適用大批量印刷品的覆膜加工,而且適用自動化桌面辦公系統等小批量、零散的印刷品的覆膜加工,很有發展前途。 覆膜機機構的振動是影響覆膜精度的重要因素之一。隨著國內外印刷包裝行業的迅速發展,各種印刷設備及印后加工設備都有了突飛猛進的發展。在印后加工工藝中,蔬菜大棚覆膜技術得到廣泛應用。 而在國內現有的覆膜設備中,精度難以提升成為制約其發展的主要原因在印后加工工藝中,覆膜技術得到廣泛應用,市場迫切需要高速、高精度覆膜機。在分析測試技術原理的基礎上,基于東昊信號測試分析系統軟件,選擇較為完善的覆膜機振動測試方案,對覆膜機主要機構部件進行了振動測試。結果表明墻板處的振動最大,其次是前規軸,側規軸的運動較平穩,振動最小。

覆膜機對溫度控制要求很高。溫度過高,加熱時間過長,膜質量會下降,沒有加溫。如果干燥溫度過高,粘合劑表面結皮,導致膜出現起泡現象。過高的熱應力也會導致薄膜失去彈性,導致性能下降,容易撕裂。 物理學中散熱有三種方法:傳導、對流和輻射,前兩種已排除,那只有靠熱輻射來解決,輻射散熱可以不受物體周圍介質溫度的影響,只要物體溫度超過零度,物體就要往外輻射熱量,但是單純靠物體本身的熱量輻射量來說是非常小的,不能很好解決物體散熱降溫,只有增加物體的熱量輻射量來降低物體溫度,這樣在物體的表面涂刷一層散熱涂料散熱漆,大大增強物體的熱輻射量來降低物體的溫度。 散熱涂料是以紅外輻射的形式提高熱交換,散熱不受周圍介質影響,涂料散熱可以在真空環境中使用,ZS-411輻射散熱降溫涂料在起到提高熱交換的的同時,也有很好的自潔性、絕緣性、防腐性、防水性、抗酸堿、施工方便的特點。

預涂型覆膜機是將印刷品同預涂塑料復合到一起的專用設備。同即涂型覆膜機相比,其最大特點是沒有上膠涂布、干燥部分,因此該類覆膜機結構緊湊、體積小、造價低、操作簡便、產品質量穩定性好。 預涂型覆膜機由預涂塑料薄膜放卷、印刷品自動輸入、熱壓區復合、自動收卷四個主要部分,以及機械傳動、預涂塑料薄膜展平、縱橫向分切、計算機控制系統等輔助裝置組成。 1.印刷品輸入部分自動輸送機構能夠保證印刷品在傳輸中不發生重疊并等距地進入復合部分,一般采用氣動或摩擦方式實現控制,輸送準確、精度高,在復合幅面小的印刷品時,同樣可以滿足上述要求。 2.復合部分包括復合輥組和壓光輥組。復合輥組由、硅膠加熱壓力輥壓力輥組成。熱壓力輥是空心輥,內部裝有加熱裝置,表面鍛有硬鉻,并經拋光、精磨處理;熱壓輥溫度由傳感器跟蹤采樣、計算機隨時校正;復合壓力的調整采用偏心凸輪機構,壓力可無級調節。壓光輥組與復合輥組基本相同,即由鍍鉻壓力輥同硅膠壓力輥組成,但無加熱裝置。壓光輥組的主要作用是:預涂塑料薄膜同印刷品經復合輥組復合后,表面光亮度還不高,再經壓光輥組二次擠壓,表面光亮度及粘合強度大為提高。 3.傳動系統傳動系統是由計算機控制的大功率電機驅動,經過一級齒輪減速后,通過三級鏈傳動,帶動進紙機構的運動和復合部分及壓光機構的硅膠壓力輥的轉動。壓力輥組在無級調節的壓力作用下保持合適的工作壓力。 4.計算機控制系統計算機控制系統采用微處理機,硬件配置由主機板、數碼按鍵板、光隔離板、電源板、步進電機功率驅動板等組成。

覆膜機是專用于紙類和薄膜上的一種專用的設備。覆膜機它是分為“即涂型覆膜機”和“預涂型覆膜機”兩大分類,對于這兩種分類它的功能和應用對象也是不同的。 即涂型覆膜機 即涂型覆膜機操作包括上膠、烘干、熱壓三部分,操作求較高,優點是成品質量可靠,其有個致命缺點是油性膠加工時會產生影響人體健康的氣體,所以該種技術在歐美等發達國家已經全面禁止,水性膠比油性環保,相對油性成本要高。 預涂型覆膜機 預涂型覆膜機是一次成型,所用耗材上已經涂好膠水,覆膜時通過加熱融化膠水,再通過加壓將膜粘合在印刷品上。這種覆膜設備便宜、操作簡單、并且操作時不產生有害氣體,是覆膜發展的一個趨勢,在日益注重環保的當今社會,相信該種技術有一天會取代既涂型預涂膜,成為國內印刷界主要的覆膜技術。其缺點是該種技術在國內尚不是很成熟,還有一些問題有待解決,比如:單面覆膜卷曲(已有單面防卷曲的機器,但是價格較高)、帶有硅油的印刷品難以覆膜等。廣泛適用于短版印刷、數碼快印行業。

卷筒紙橫切機 卷筒紙橫切機適用于白板紙、金銀卡紙、素 面彩虹紙、定位鐳射防偽紙、塑料片材 等卷筒材料的縱、橫截切。卷筒紙橫切機電腦部 分由體現國際先進技術的工業控制計算機、5.5”彩色數碼顯示器、進口變頻器、 光電傳感器、交流伺服電機與驅動器等組成。整機控制方式先進,將主機、伺服電機、送料電機三者的 速度通過計算機集中控制,達到同 步運行,具有截切精度高、速度快、 上料方便等優點,并可配置紙張加 濕、干燥、整平系統,使紙張平直、定型。 分切復卷機 分切復卷機,是一種造紙專用設備,其用途是將造紙機生產出來的紙卷(稱為原紙卷)進行依次復卷,紙張經過復卷后做成成品紙出廠。目前,分切復卷機用交流傳動代替直流傳動在分切復卷機行業中已成為發展趨勢。由卷紙機卷得的紙卷比較松軟,內部可能會有破損或斷頭,兩側邊緣不整齊,紙幅寬度等多不能直接使用于紙加工或印刷等機器,大部分紙種(如新聞紙、凸版印刷紙、包裝紙等)必須經過分切復卷機切邊、分切、接頭、在紙卷芯上重卷形成一定規格、一定緊度要求的成品紙卷才能出廠。復卷過程主要完成三個任務:其一,切除原紙毛邊;其二,將整幅原紙分切成若干符合用戶規格的幅寬;其三,控制成品紙卷的卷徑,使之符合出廠規格。

如何更好的運用卷筒紙橫切機: 一、要做好保養與維護工作。首先,日常保養要到位,其準繩是,光滑、清潔、清算(無塵、無雜物)到位,確保設備的滑動部位處于良好狀態。 其次是維護工作,對轉動部位要停止定期和不定期的檢查(特別是對易損件要停止實時監控)。實行定期調整,定期改換,換向器并做好細致的記載,以到達延長設備運用壽命的目的。 然后對電器局部要定期打掃與檢查,及時掃除隱患。 二、運用高質量的縱切刀和橫切刀。 三、進步操作人員的技術素質與程度,關于控制局部的操作要做到專人擔任,未經答應任何人不得自行操作。 基本上做到以上內容所述的保養方法后,卷筒紙橫切機的使用時限就會增加,讓大家能更好的使用設備!

在模切生產中,切邊毛糙是常見故障之一,其原因主要可以總結為以下幾個方面: 一、模切刀刃口變形、變鈍 模切壓力過大,模切次數增多以及半成品上有砂粒等原因,都容易使模切刀刃口變形、變鈍,造成產品切邊毛糙現象。所以,模切刀刃口部位的壓力應當盡量小,以能切斷邊角料為宜。此外,應及時更換已經變形、變鈍的模切刀,以確保產品切邊光潔。 二、海綿膠條過硬、過厚,造成模切刀刃口變形 若海綿膠條過硬或過厚,合壓時勢必對模切刀刃口產生較大的擠壓力,容易使模切刀刃口變形,引起產品切邊毛糙現象。對此,應選擇軟一點的海綿膠條,并酌情減小海綿膠條的厚度。 三、模切底板反復貼補 在模切底板上用紙塊貼補來增加壓力是模切生產中常用的一種調節方法,但紙塊反復貼補后就會造成模切底板表面凸凹不平,平整度差,模切時也會造成產品切邊毛糙現象。 四、模切底板上有刀痕。 模切底板使用久了,表面會存在密密麻麻的刀痕,也容易造成產品切邊毛糙現象。此時,應更換新的模切底板。