 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
為什么即涂型覆膜方式目前在國內應用仍十分廣泛 盡管預涂型覆膜方式的綜合性能優于即涂型覆膜方式,但就目前國內覆膜行業的現狀來看,國內絕大多數企業仍在普遍使用即涂型覆膜工藝。主要原因可以歸納為以下幾方面。 第一,預涂型覆膜技術在國內的起步比較晚。 第二,生產覆膜機預涂膜的技術含量高,工藝復雜,設備投資大,一般的企業沒有能力投資預涂膜生產線。 第三,由于中國勞動力資源過剩,人工費用低,材料成本在覆膜工藝綜合成本中占所占比重相當大。而預涂型的成本較即涂型要高,這勢必會影響其應用情況。 第四,國內覆膜設備生產廠家生產的設備多為即涂型覆膜設備。 第五,雖然中國政府強調產業的環保性,但專門針對覆膜行業的法律法規還有待完善。

因受技術、生產設備、原材料限制,由國內設備生產的預涂膜(大部分為熱熔膠類)仍存有品質缺陷。由于有生產工藝是靠與即涂覆膜類似的工藝,將膠體用有機溶劑溶解,用凹面網紋輥將膠滾涂在基材薄膜上,故存在溶劑揮發不充分,操作使用時產生異味,覆膜后溶劑揮發,表面易起泡的情況。 ?同時,由于熱熔膠由數種高分子材料共混,使用覆膜機過程中,溫度控制不好將引起熱熔膠內高分子聚合物的降解和交聯,使覆膜表面不良。有的預涂膜膠體易與基材外表面黏合,造成卷取不良。由于膠層薄,且表面沒經活化處理,故容易產生對印刷物附著力不足等缺陷。由于熱熔膠由數種材料混合而成,覆膜后透明度明顯差于低溫純樹脂類的預涂膜。

預涂膜是指預先將塑料薄膜上膠復卷后再與紙張印品復合的工藝。它先由預涂膜加工廠根據使用規格幅面的不同將膠液涂布在薄膜上復卷后供使用廠家選擇,而后再與印刷品進行復合。 ?覆膜機覆膜,即貼膜,就是將塑料薄膜涂上黏合劑,與紙印刷品經加熱、加壓后使之黏合在一起,形成紙塑合一產品的加工技術。經覆膜的印刷品,由于表面多了一層薄而透明的塑料薄膜,表面更平滑光亮,從而提高印刷品的光澤度和牢度,圖文顏色更鮮艷,富有立體感,同時更起到防水、防污、耐磨、耐摺、耐化學腐蝕等作用。

預涂型覆膜機的預涂膜因受技術、生產設備、原材料限制,由國內設備生產的預涂型(大部分為熱熔膠類)仍存有品質缺陷。由于有生產工藝是靠與即涂覆膜類似的工藝,將膠體用有機溶劑溶解,用凹面網紋輥將膠滾涂在基材薄膜上,故存在溶劑揮發不充分,操作使用時產生異味,覆膜后溶劑揮發,表面易起泡的情況。 ?同時,由于熱熔膠由數種高分子材料共混,使用過程中,溫度控制不好將引起熱熔膠內高分子聚合物的降解和交聯,使覆膜表面不良。有的預涂膜膠體易與基材外表面黏合,造成卷取不良。由于膠層薄,且表面沒經活化處理,故容易產生對印刷物附著力不足等缺陷。由于熱熔膠由數種材料混合而成,覆膜后透明度明顯差于低溫純樹脂類的預涂膜。
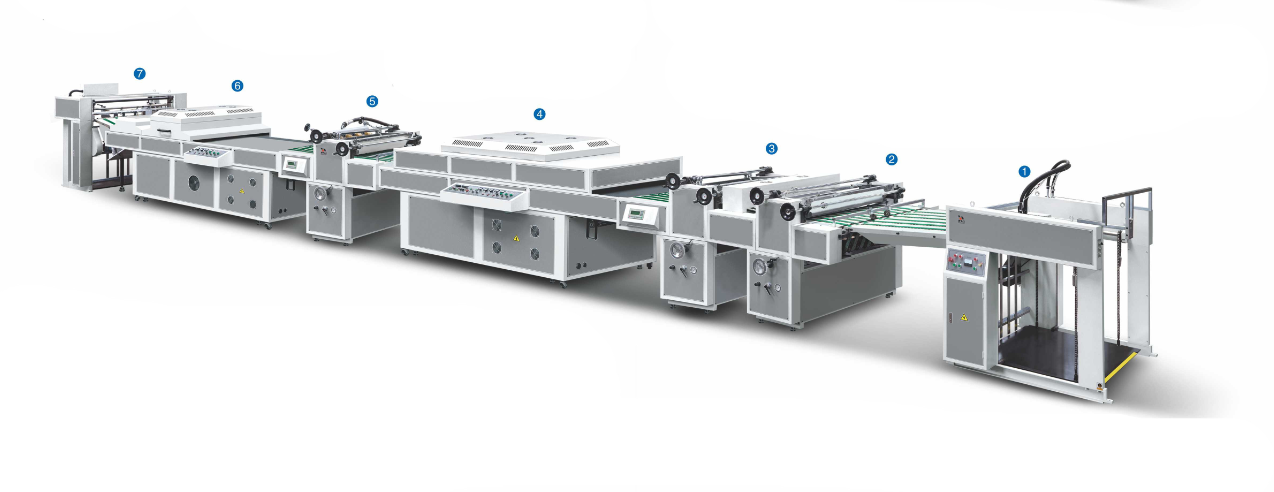
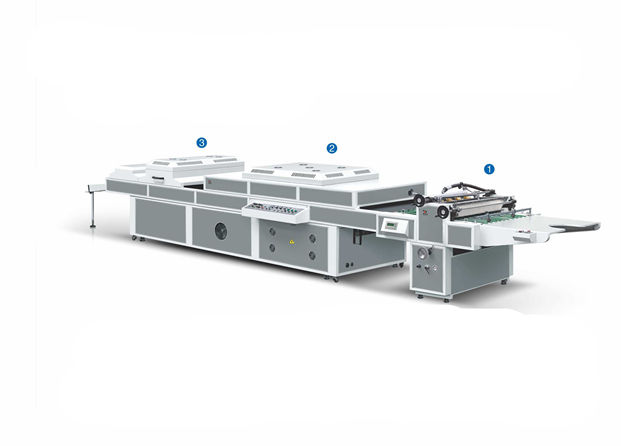
近年來,國內外的印后加工逐步向精致化發展,從而引起了生產企業對印刷后續加工中上光機技術的重視。上光的方式主要有溶劑型、水性、UV和EB固化幾種,其中應用于國內外市場的主要是水性上光和UV上光。 可以看出,溶劑型上光由于污染較大將被淘汰,EB固化上光尚處于起步階段,而水性上光和UV上光發展勢頭強勁,在未來幾年必將成為市場的主導產品。

上光機的上光工藝分類方式:按上光涂料可分為氧化聚合型涂料上光、溶劑揮發型涂料上光、光固化型涂料上光和熱固化型涂料上光;按產品可分為整面上光、局部上光、消光和藝術上光; 按上光時所使用的設備可以分成:單獨上光機上光、利用印刷機組上光和印刷機的聯動上光;按上光涂布方法可以分成:噴刷涂布上光、印刷涂布上光和專用上光機涂布上光;按印刷品輸入方式可分為手工輸紙和自動輸紙等。
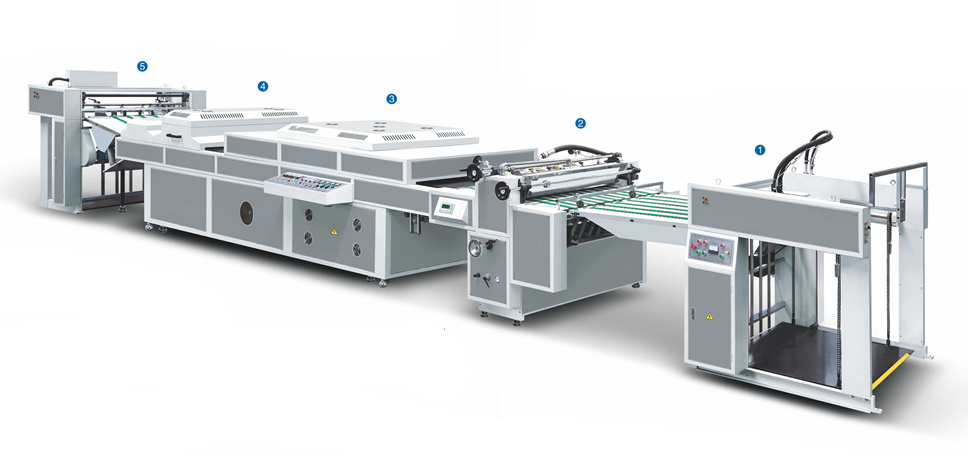
對印刷、紙箱企業來說,選擇結構優良、性能穩定、操作方便、生產效率高、適用性廣又能較好地節約能源的上光機,對科學合理地組織生產具有十分重要的意義。上光機是紙箱紙盒等包裝產品表面整飾加工生產的重要設備,它在改善印品的表面性能、提高印品的耐磨、耐污和耐水性能等方面,發揮著十分重要的作用。所以正確認識和了解上光設備的結構、特點,掌握好上光機的采購控制要領,是提高生產效率和產品質量的重要一環。
上光機是紙盒等包裝產品表面整飾加工生產的重要設備,它在改善印品的表面性能、提高印品的耐磨、耐污和耐水性能等方面,發揮著十分重要的作用。對印刷、紙箱企業來說,選擇機器結構優良、性能穩定、操作方便、生產效率高、適用性廣,又能較好地節約能源的上光機,對科學合理地組織生產具有十分重要的意義。所以,正確認識和了解上光設備的結構、特點,掌握好上光機的采購控制要領,是提高生產效率和產品質量的重要一環。 使用上光機,某些印刷品壓光后,表面易折裂(厚紙更明顯)的故障原因: 1.壓光中溫度偏高,使印刷品含水量降低,紙纖維變脆; 2.壓光中壓力大,使印刷品延伸性、柔韌性變差; 3.后加工工藝條件選擇不合適; 4.上光涂料后加工適性不良。 針對以上的解決辦法有: 1.降低壓光干燥溫度,并采取有效措施,改變印刷品的含水量; 2.減小壓光壓力; 3.調整后加工條件,使其同印刷品 (壓光后)的適性相匹配。 經過上光機壓光后印刷品空白部分呈淺色,淺色部位變色的故障原因: 1.油墨干燥不良,墨層耐溶劑性能不好; 2.涂料溶劑對油墨層有一定溶解作用; 3.涂料層干燥不徹底,溶劑殘留量高。 解決辦法如下介紹: 1.印刷品干燥后再上光; 2.減少上光涂料中溶劑的用量(對油墨有溶解作用的溶劑),條件允許可改變溶劑或更換涂料; 3.提高干燥溫度,降低涂層內部溶劑殘留量。