 English
English 中文
中文
 郵箱:
郵箱: 咨詢熱線:15868721121(微信)
咨詢熱線:15868721121(微信) 傳真:0577-65602375
傳真:0577-65602375 聯系人:楊經理
聯系人:楊經理
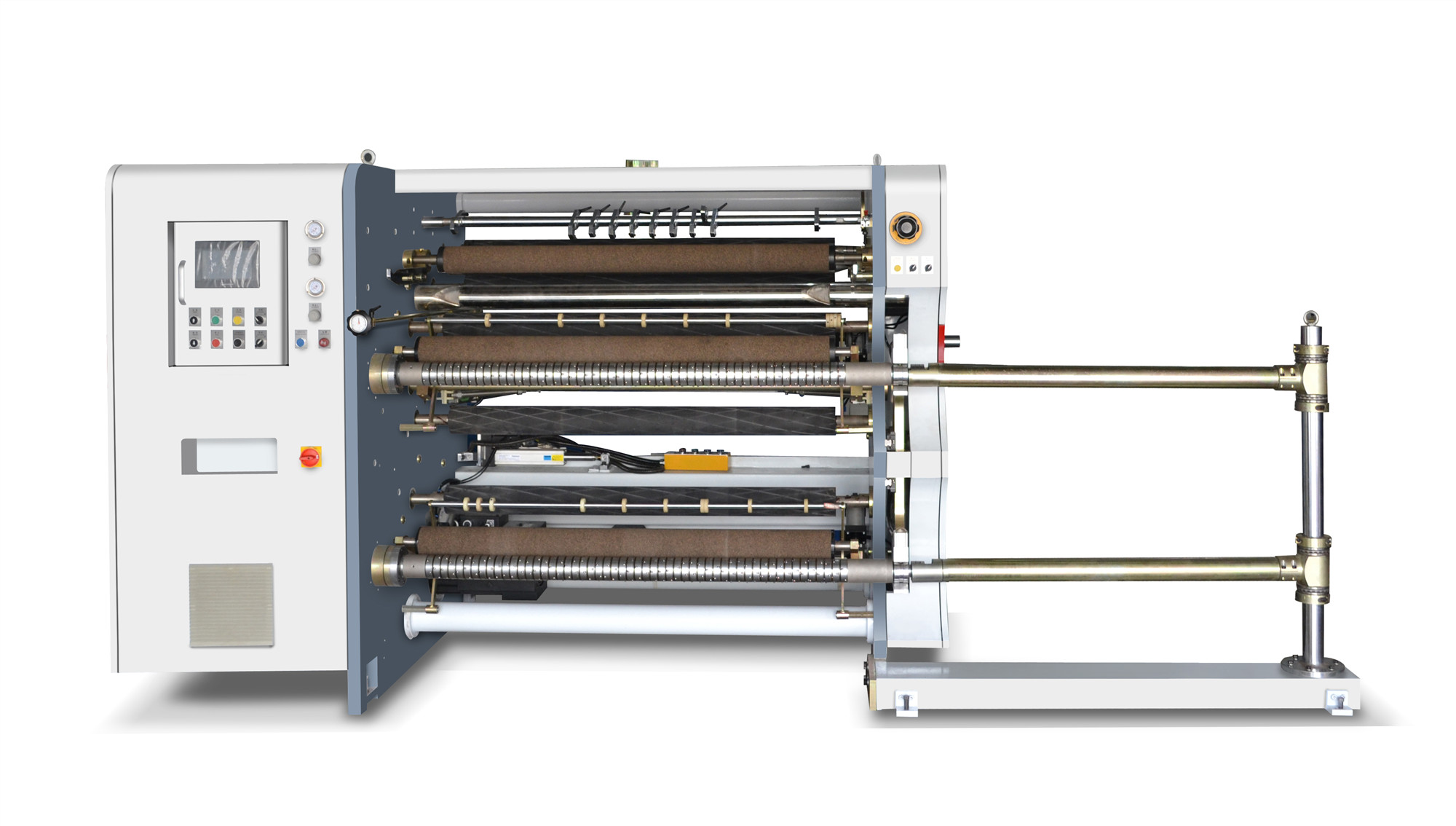
現在許多人在操作高速分切機的時候,都沒有遵守好高速分切機的規則,這樣規則可以讓高速分切機更好的使用,那么都需要遵守什么呢? 1.檢查產品斷面的接頭數量與自己所接的數量是否一致,熱熔膠涂布機如果不符立即倒卷檢查,以防內接頭混入產品。 2.把所有分切的膜按操作要求引到收卷軸上,熱熔膠機穿膜時機器上不允許有刀片,以防守被劃傷。 3.停止按停止鍵,卸卷時手不允許碰到收卷軸,以免手指被夾住。 4.把符合規格的紙管穿在收料軸上,把切成的符合要求的產品按照正常方法牽引的上下收料軸的紙管上,低速開機,找出紙管在收料軸上合適的位置,做上記號以便于下次安裝。安裝紙管時手必須抓緊紙管表面,以防滑落被軸碰傷。 5.慢速開機,觀察分切膜是否符合質量要求,然后慢慢加速開始分切,機器運轉時,嚴禁將手放入機器內,以免手背壓到。 6.把原料托架打開(合)到合適的寬度,將所要分切的半成品膜卷裝放在托架上,上料時手必須離開膜卷斷面,不允許兩人同時操作,以防手被氣缸夾住。 7.根據半成品特點,調整EPC裝置,保證EPC光電始終在跟蹤線上、用手拉住膜的一端低速開機使膜走入正常。 8.將光電歸到中心位置,保證放卷臺的滑塊保持在導棍中間合適位置。 9.根據任務單要求安裝分切刀架到合適位置,緊固下刀,然后低速開機,把半成品切成所要求的規格。 看了上面的內容,相信大家都已經知道高速分切機需要遵守的規則了。
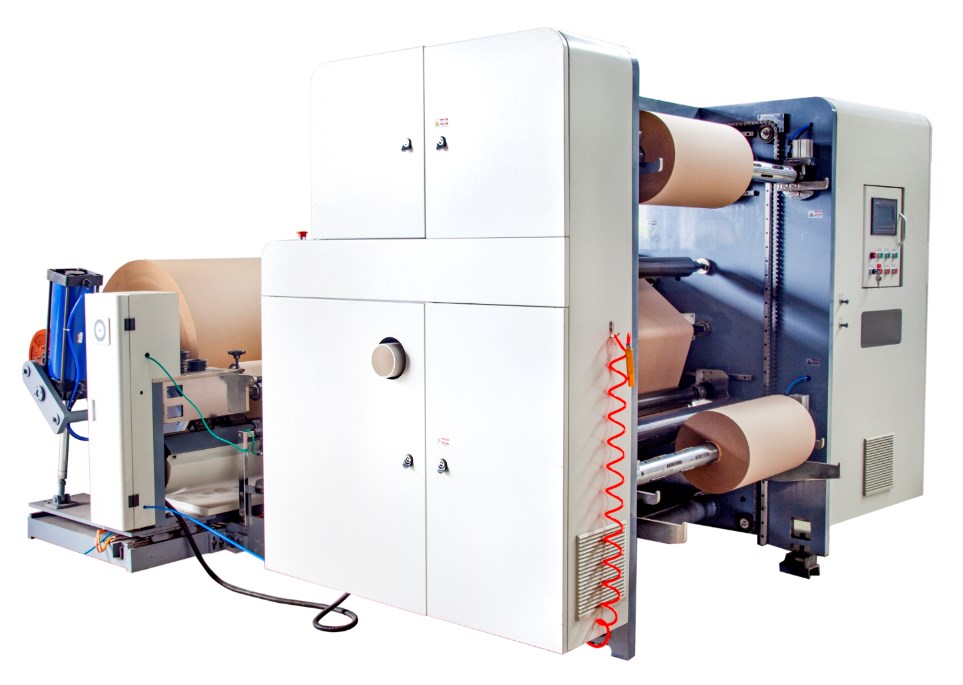
現在許多地方都會使用高速分切機,那么你知道以前的高速分切機是怎么樣的?高速分切機的改進方法是什么呢?下面就一起來了解下吧。 以前分切機的磁粉離合器速度不能高,因為在運行時易造成磁粉的高速摩擦,產生高溫,縮短其壽命,嚴重時會卡死,使機器運行受阻,給生產帶來很嚴重的后果。 嚴重的影響了生產效率。現為采用雙變頻電機控制,使得收卷材料直徑變大情況下通過變頻電機控制來使得磁粉摩擦處于一定數值。而不會出現高溫。 分切機的傳統控制方案是利用一臺大電機來驅動收放卷的軸,在收放卷軸上加有磁粉離合器,通過調節磁粉離合器的電流來控制其所產生的阻力,以控制材料表面的張力。 磁粉離合器及制動器是一種特殊的自動化執行元件,它是通過填充于工作間隙的磁粉傳遞扭矩,改變了磁電流就可以改變磁粉的磁性狀態,進而調節傳遞的扭矩。可用于從零開始到同步速度的無級調速,適用于高速段微調及中小功率的調速系統。還用于用調節電流的方法調節轉矩以保證卷繞過程中張力保持恒定的開卷或復卷張力控制系統。 分切機不斷從單電機控制往雙電機,三電機發展,在機器速度更快情況下更加穩定高效。 看了上面的內容,相信大家都已經知道高速分切機的改進方法了。

紙張分切機的刀片性能、價格、穩定性有什么關系呢?下面分切機廠家就帶大家一起來了解下吧。 在三者的關系中,刀片的穩定是生命,而高性價比是追求的目標。例如高速分切中常常使用進口刀片,但它也是一把雙刃劍,在給人們帶來一種全新的高效生產方式同時,進口刀片對設備、工藝、刀片、刀片夾緊系統等都有很高的要求,因此前后期的投入相對較高。高速分切中,很多條件都處于極限邊緣,進口刀片的穩定性會成為一個主要問題,尤其是設備使用的中后期,刀片精度下降時反映較明顯。因此,不能為高速而高速,如果不用進口刀片也能達到高效的目的,應毫不猶豫地放棄進口刀片。 看了上面的內容,相信大家都已經知道紙張分切機的刀片性能、價格、穩定性的關系了。

現在分切機廠家的數量已經越來越多,所以人們在挑選分切機廠家的過程中,都不知道如何選擇,下面就跟著小編一起來看看選擇正規的分切機廠家的方法。 正規的分切機廠家,多項國家檢測證書必定是齊全的,而且在電視、報紙或者是當地的一些網站一定是家喻戶曉的。如果一個廠家在當地人的心目中都分量都非常輕,那么必定不是正規廠家。除此之外,還要看合作商的實力,如果與一些大型的機械廠家有過合作,那么廠家的正規與否顯然已經得到了充分的驗證。 正規的分切機廠家,必定存在許多銷售實例,到工廠參觀時便可以看到或者是從銷售人員處得知。而且銷售評價的好壞從銷售數量和返單率就可以看得出來,能保持和客戶的長期合作,就從側面驗證了工廠的口碑是極好的。

現在國家對于分切機的發展還是非常重視的,想要讓分切機更加好的發展,我們就需要對分切機廠家進行轉型,下面就一起來看看吧。 在多年的快速發展中,未來追求發展的規模和效率導致了企業管理、人才培養滯后,這種滯后造成生產周期延長,出錯率攀升,營銷管理滯后,對市場的反應能力滯后等諸多問題的存在。 現如今,行業的轉型升級已經成為炙手可熱的話題,不少企業已經認識到了當下發展過程中的問題。在認識到這種滯后以后,許多企業開始大規模的引進設備,引進高級管理人才,擴大廠房,有一定品牌知名度的企業管理結構人員結構悄然發生著改變。許多大型集團企業加入到行業,帶來了有別于傳統企業的傳統營銷方式。 看了上面的內容,相信大家都已經知道分切機廠家的轉型方法。
目前,分切機的產品是受到很多因素的影響的,所以作為分切機廠家,我們需要去了解這些因素,然后做出相應的措施,這樣可以讓分切機的產能提高,下面就一起來看看吧。 1.放卷的張力控制:在復卷一套紙卷期間,應盡量避免改變復卷張力,以確保分切復卷機卷緊度內外均勻一致。其次 在復卷過程中,如果紙幅的張力控制太小,紙卷將會產生松垮或在底輥上打滑,造成皺褶,紙頁交織等紙病。而張力控制太大,又會造成爆卷或損傷紙芯。因而,使紙幅在復卷運行過程中,張力的實際控制值保持恒定與在張力閉環控制系統中裝有調試良好的慣性瞬時補償調節器是十分必要的。 2.壓紙輥的線壓力,壓紙輥在復卷過程中給紙卷的加壓,在復卷的初始階段,由壓紙輥提供紙卷額外的載荷,和前后底輥一起作用給紙卷提供一個復卷力。隨著卷徑的增加,壓紙輥的位置逐漸上升,壓紙輥所提供的載荷也逐漸減小,在卷徑達到一定值時,壓紙輥所提供的載荷為零,此時,它僅作為維持紙卷位置的設備存在 壓紙輥的壓力控制程序必須根據紙張質量和最終直徑進行選擇,。在一般情況下,壓紙輥壓力是根據預先設置好的壓力曲線自動控制的,操作人員無需更改。 3.前后支承輥的速差。支承輥的速度差形成復卷力,復卷力的大小決定了紙卷緊度的大小,提高分切復卷機復卷力可以增加紙卷的緊度 從這幾個方面著手,應該可以分析出問題所在,對癥下藥就行了。 看了上面的內容,相信大家都已經知道影響產能的因素。
分切機有著非常多的作用,它為生活帶來很多幫助,生活中許多產品的加工都需要分切機的幫助,下面分切機廠家分享分切作用。 1.分卷;將大卷徑材料分成多卷小卷徑材料,便于使用。 2.切邊;切除下道工序生產中所需的工藝邊料 3.復卷;使材料轉變方向和將不整齊的材料卷繞整齊,使小卷拼成大卷等。 4.裁切;將寬幅材料通過分切分成多幅小卷材料,以滿足包裝規格。 看了上面的內容,相信大家都已經知道分切機的分切作用。
分切機在工作的過程中,我們需要充分把握好現場因素,這樣可以幫助分切機的工作效率不出現問題,下面就跟著分切機廠家一起來看看現場因素。 一、方法的因素 指生產過程中所需遵循的規章制度。它包括:工藝流程、工序過程控制指引,生產圖紙,?產品工序作業標準,檢驗標準,各種操作規程等。它們在這里的作用是,能及時準確的反映產品的生產和產品質量的要求。嚴格按照規程作業,是保證產品質量和生產進度的唯一條件。 二、人員的因素 就是指在現場的所有人員,包括主管、生產一線員工、司機、搬運工等一切存在的人。現場中的人,車間各級主管首先應當了解自己的下屬員工。人是生產管理和質量管理中最大的難點,也是目前所有管理理論中討論的重點,圍繞這“人”的因素,各種不同的企業有不同的管理方法。 三、物料的因素 是指所進的各種物料、配件、原料等生產用料。生產原料很關鍵,一般都有幾種材料配制而制成,當某一材料出現問題時,就會使整個產品材質出現問題,造成材質不合格。因此要求供應科:必須購買固定的、信得過合格的、有資質的供應商的材料;并應保證各種材料必須為合格品;進廠必須有供應商的自檢報告和進廠檢驗報告,合格后方可入庫使用。 四、環境的因素 各級主管應組織確定和管理為達到產品符合要求所需的工作環境。因為環境也會影響產品的質量,比如:工作場所窄小雜亂無章、照明黑暗、通道不暢、噪聲過大、粉塵過大等。